Dispositivo di controllo completo
Dispositivo di controllo completo

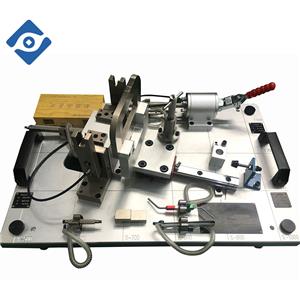
1. Piastra di base: caricamento di tutti i tipi di parti necessarie per il controllo, in modo da spostare il tutto.
2. Boccola del riferimento di misurazione: le tre boccole del riferimento di misurazione vengono utilizzate come riferimento di misurazione per l'ispezione dopo l'elaborazione del dispositivo di controllo.
3. Supporto: sul supporto è installato un morsetto (non mostrato) per bloccare la parte e posizionarla saldamente.
4. Riferimento/blocco di posizionamento: individuare con precisione le parti controllate.
5. Parte: parte da testare.
6. Colonna di supporto: caricamento e posizionamento del perno e della boccola.
7. Perno del bullone: l'errore di posizione della superficie esterna cilindrica della parte può essere rilevato spingendo e tirando il perno del bullone.
8. Boccola del bullone: individuare con precisione il perno del bullone.
9. Blocco di misurazione: il perno mobile (n. 11) guida il blocco di misurazione per il controllo.
10. Sede di misurazione: caricamento e posizionamento del blocco di misurazione e del perno mobile.
11. Perno mobile: l'errore di profilo della superficie inferiore della piastra di pressione della parte può essere rilevato azionando il perno mobile
La piastra di base e il supporto dell'attrezzatura di controllo sono realizzati in lega di alluminio e il perno del bullone è in acciaio bonificato, con superficie liscia e pulita. Ingrassare il bullone per mantenerlo lubrificato.
Utilizzare il metodo di controllo dell'attrezzatura
Posizionare il dispositivo di controllo in piano sul banco di lavoro, ripristinare il perno del bullone 7 e il perno mobile 11 del dispositivo di controllo e aprire il morsetto sul supporto 3.
Prendere il pezzo, fissare il blocco della flangia anteriore del pezzo nel blocco di riferimento 4 e premerlo con il morsetto sul supporto 3.
Ruotare il perno del bullone 7 in modo che il perno della guida sul bullone 7 scatti nella scanalatura della guida e scenda. Se il bullone può essere inserito con successo nel connettore testato, è dimostrato che la posizione del connettore è qualificata.
Spingere il perno mobile 11 verso sinistra e il perno mobile può essere spostato verso il basso. Allo stesso tempo, osservare visivamente la relazione di posizione tra il blocco di misurazione 9 e la piastra di pressatura del pezzo lungo la direzione del piano del blocco di misurazione 9. Se tutte le posizioni del fondo della piastra di pressatura sono invisibili, è dimostrato che la tolleranza del profilo di il fondo della piastra di pressatura è qualificato.
Se tutte le operazioni di cui sopra possono essere completate con successo, l'assemblaggio del tubo è qualificato e il controllo è terminato.
Applicazione di dispositivi di controllo
L'analisi del sistema di misurazione (MSA) mostra che il dispositivo di controllo soddisfa i requisiti di ispezione del gruppo di tubi e che è possibile ispezionare un pezzo ogni 10 secondi durante il funzionamento. Viene applicato nell'intero processo di ispezione del gruppo di tubi e la pratica dimostra che il dispositivo di controllo è semplice e affidabile nel funzionamento e soddisfa completamente i requisiti di utilizzo. Dopo ogni 50.000 pezzi testati o utilizzati per sei mesi, è necessario un nuovo test dimensionale completo.